|
|
|
|
|
|
|
Flop oder Top! |
|
|
|
|
|
|
|
Flop oder Top! |
|
|
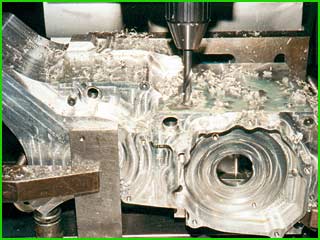
| Der
500ccm 2T-Boxer von Markus Raichle und seinem Mitstreiter Armin Schmid, ....aus der Reihe "Deutsche
Meisterwerke". Hier wurde mit enormen Aufwand und viel
technischem Know-How eine Idee in die Tat umgesetzt, die ihresgleichen
sucht! Im privaten Bereich ohne Sponsoren eigentlich in dieser Art nicht
machbar und das auch noch ohne irgendwelche Kommerzielle oder
Rennsporttechnische Notwendigkeiten. Da sag ich nur......Helm ab! meine
Herren. Alle Angaben und Daten, sowie die Rohbilder stammen von Markus selbst, Ergänzungen und Kommentare ent- sprangen meiner "Labertasche". Bildveränderungen und Korrekturen, bzw. deren Auswahl und Reihenfolge wurden von mir selbst optimiert (nur meiner Meinung nach!) Insgesamt existiert natürlich sehr viel mehr Bildmaterial, was aber aus Platzgründen hier nicht alles gezeigt werden kann. Prinzipiell geht es in dieser Rubrik aber erst einmal nur um den Motor selbst, das komplette und Bildschöne Motorrad bekommt Dank seiner genialen Einzigartigkeit natürlich noch einen Sonderbericht, den gibt es dann demnächst > HIER < |
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|